The PI 89 Auto is an automated variant of the PI 89 system designed for high-throughput testing. It carried out these tasks concurrently by utilizing encoded linear stages, a patented dual-configuration rotation and tilt (R/T) mechanism, and a seamless imaging/Electron Backscatter Diffraction/Energy Dispersive Spectroscopy (EBSD/EDS) interface.
PI 89 Auto Includes
- Base PI 89 platform with controller
- Advanced rotation and tilt (R/T) stage
- TriboScan Auto software, which enables automated testing
The primary goal of PI 89 Auto is to create a relationship between the structure, processing, and qualities of different materials. This connection can help realize the relationship between material microstructure and mechanical and functional qualities.
PI 89 Auto offers a unique accomplishment in materials testing and analysis, with the potential to improve industrial processes and the performance of materials used in a variety of industries.
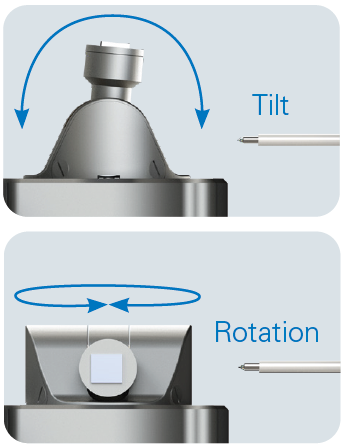
Figure 1. The SEM and EDS signals can be captured by using the tilt function of the R/T stage, and EBSD mapping can be obtained using the rotation and tilt functions. Image Credit: Bruker Nano Surfaces and Metrology
Only PI 89 Auto Delivers
- Automated nanoindentation with high throughput and minimal operator involvement
- Co-localized metrology for structure-processing-property correlations supporting materials development using SEM imaging and EBSD/EDS analysis
- A patented dual-configuration rotation and tilt stage that enables simple alignment with appropriate detectors
Case Study: Laser Clad Region
The laser-clad area of 410 stainless steel on a 4140 steel substrate was investigated using the PI 89 Auto. A heat-affected zone (HAZ) is produced at the base of the laser cladding region during the laser cladding process.
SEM imaging
Three unique layers were discovered: the 4140 substrate, the 4140 substrate’s HAZ, and the 410 stainless steel.
EDS elemental analysis
The 410 stainless steel area had layers high in chromium, and the 4140 substrate and HAZ both had phases rich in iron.
Nanoindentation for mechanical properties
Using the TriboScan Auto software, seven positions were chosen on the live SEM image across the layers. Partial unloading indentations were made at these points, and hardness and modulus profiles were created.
Correlated results and analysis
The heat-affected zone, according to the results, had a greater hardness than the 4140 substrate and 410 stainless steel. The high heat changes the microstructure of 4140 steel, increasing its hardness to a thin layer with tiny grains and martensite at the grain boundaries.
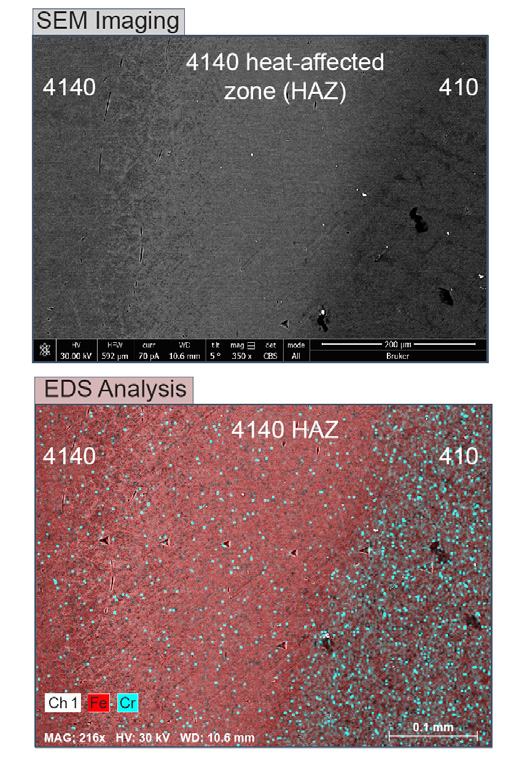
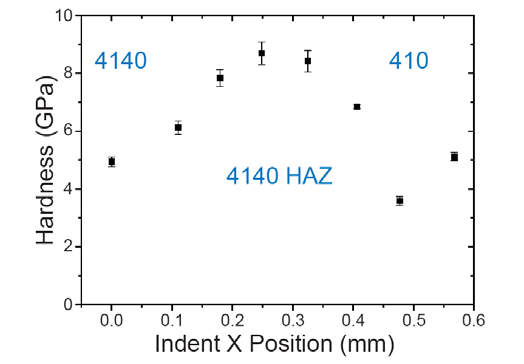
Figure 2. Co-localized SEM imaging (top), EDS analysis (middle), and hardness profiling (bottom) of a laser clad region of 410 stainless steel onto a 4140 steel substrate. Image Credit: Bruker Nano Surfaces and Metrology
PI 89 Auto Specifications. Source: Bruker Nano Surfaces and Metrology
| . |
. |
| Load with base PI 89 Auto |
10 mN |
| Load noise floor |
<400 nN |
| Maximum displacement with base PI 89 Auto |
5 μm |
| Displacement noise floor |
<1 nm |
| Option – Maximum load |
300 mN |
| Load noise floor |
<5 μm |
| Option – Maximum displacement |
150 μm |
| Displacement noise floor |
<1 nm |
| Stage travel (x, y, z), where y is the indentation axis |
26 mm, 29 mm, and 12 mm |
| Linear stage resolution |
1 nm |
| R/T stage travel |
180° and 90° |
| R/T stage resolution |
0.33° rotation stage, 0.18° tilt stage |
| Overall positioning accuracy from imaging and EBSD position |
Typically 5 μm* |
*The accuracy specification may change depending upon the SEM environment, SEM stage encoder, stage heating, and drift. Guaranteed accuracy <30 μm.